Daily used mobile phone screens, mobile phone cases, mobile phone covers, cameras, eyeglass lenses, filters, DLED and some high-tech products, etc., are all inseparable from optical coating technology, let alone optical pvd coating machines. Optical coating technology has become an integral part of people's lives. Optical coating technology has created the development of high-tech industries and occupies a very important part in life.
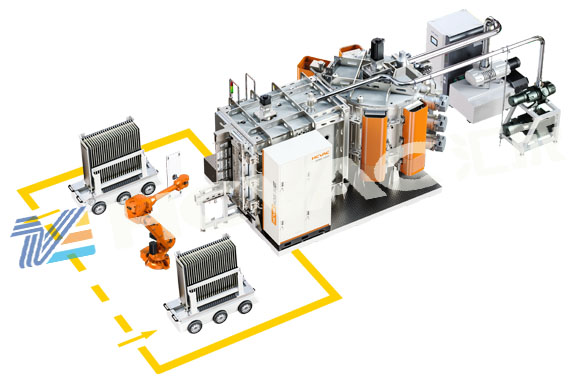
The optical pvd coating machine consists of a vacuum system, an evaporation system, a cooling system and an electrical system. The vacuum system consists of a vacuum tank and an exhaust system. The vacuum tank is the main body of the coating machine. The coating process is completed in the vacuum tank. The vacuum tank and the exhaust system are connected through a connecting valve. In order to prevent the influence of air molecules on sputtered ions and improve the quality of the film layer, the optical components and ion source must be placed in a vacuum environment during work. The exhaust system is mainly composed of mechanical pumps, Roots pumps and vacuum pumps, which are responsible for discharging the gas in the vacuum tank and forming a vacuum environment in the tank. The evaporation system mainly refers to the film forming device part. There are many kinds of film forming devices in the coating machine, such as resistance heating, electron gun evaporation, magnetron sputtering, radio frequency sputtering, ion plating, etc.
The
optical pvd coating machine coats thin films on optical components through vacuum sputtering, thereby changing the reflectivity and transmittance of the components to incident light. At the same time, in order to reduce the reflection loss on the component surface as much as possible and improve the imaging quality, multi-layer films are often coated. After the optical element is coated, the light is reflected and transmitted multiple times on the surface of the multi-layer film, forming multi-beam interference. By controlling the thickness and refractive index of the film layer, different intensity distributions can be obtained. This principle can be used to manufacture polarizing reflective films, color spectroscopic films, luminescent films and interference filters to meet more complex needs.