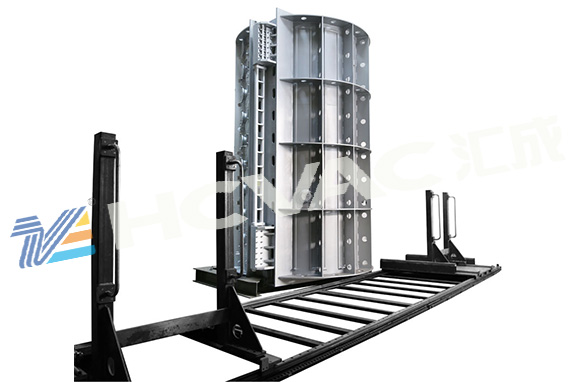
Anyone who works in the vacuum coating industry knows that the coating process parameters of the multi-arc ion coating machine directly determine the bonding strength of the film base, the coating properties of the film base, color, uniformity and other issues. Therefore, the coating process parameters have an important impact on the entire coating process. Say, it is very important. In the end, whether the multi-arc ion coating machine can produce the coating effect we want, each parameter must be set in strict accordance with the coating standards.
Domestic and foreign research shows that the main process parameters of multi-arc ion plating are: substrate deposition temperature, reaction gas pressure and flow, target source current, substrate negative bias, substrate deposition time, etc. The experiment studied the process and performance of TiC thin films prepared by multi-arc ion plating, and obtained the influence of each process parameter on the microhardness of the coating and the bonding force of the coating/substrate. The order of influence on microhardness is reaction gas flow, deposition time, substrate negative bias, and target source current; the order of influence on coating/substrate bonding force is deposition time, reaction gas flow, substrate negative bias. Bias voltage, target source current. The experiment used multi-arc ion plating method to prepare TiN/Cu nanocomposite coating, and studied the influence of process parameters on coating hardness. The results show that the order of influence on microhardness is reaction gas pressure, deposition time, and substrate deposition. Temperature, substrate negative bias.
Substrate deposition temperature The substrate deposition temperature has a direct impact on the formation, growth and performance of the coating. According to Gibbs' adsorption principle, the higher the temperature, the less adsorption of gas impurities the matrix has. Therefore, generally speaking, a high substrate deposition temperature is conducive to the formation and growth of the coating and increases the deposition rate; it is also conducive to improving the adhesion between the coating and the substrate, making the coating grains grow and the surface to be smooth and bright. But if the temperature is too high, it will cause the grains to become coarse and the strength and hardness to decrease. The experiment used multi-arc ion plating technology to deposit a TiN coating on the surface of high-speed steel. The surface hardness of the TiN coating and the bonding force of the coating/substrate at different deposition temperatures were studied. The results showed that under the premise of ensuring that the substrate material does not overheat, Increasing the deposition temperature is beneficial to improving the performance of TiN coatings. It was concluded that the optimal deposition temperature is 500°C, at which time the TiN coating has the best hardness, coating/substrate bonding force and tool performance. When coating a tool, in order to firmly combine the coating with the substrate and improve the quality of the coating, the substrate needs to be heated to a certain temperature before coating. For high-speed steel tools, the temperature is generally around 500°C, and for carbide tools, it is generally around 900°C.
Reactive gas pressure and flow rate The pressure and flow rate of the reactive gas directly affect the chemical composition, structure and performance of the coating. The experiment used multi-arc ion plating technology to prepare TiAlN coating on W18Cr4VCo5 high-speed steel substrate. The effect of N2 partial pressure on droplet formation was studied. The results showed that with the increase of N2 partial pressure, the density of particles and droplets in the coating, The reduction in diameter is mainly caused by zero poisoning of the target surface and no formation of nitrides, thereby increasing the melting point of the material. Kourtev et al. pointed out that with the increase of nitrogen flow rate, the size of the droplets will not only shrink, but the density of droplets on the coating surface will also be greatly reduced, which will inevitably improve the surface roughness of the coating. In the experiment, a multi-arc ion coating machine was used to prepare a Ti (C, N)/TiN multi-layer coating on the LF6 substrate. The effect of the reaction gas flow rate on the coating performance was studied. The results showed that the total flow rate of (N2+C2H2) was constant. In this case, as the C2H2 flow rate increases, the C content in the Ti (C, N) coating increases, which increases the hardness of the coating, but the toughness becomes worse and the surface becomes rough.
The number of arc spots in the target source current is proportional to the target source current. The number of cathode spots increases as the target source current increases. More arc spots can increase the stability of combustion. The experiment applied multi-arc ion plating technology to prepare a CrN film on a 65Mn steel substrate. The results showed that within a certain target source current range, the thickness of the CrN film increased with the increase of the target source current. By controlling the size of the target source current, it can Achieve control over film preparation thickness. However, for a certain target material, increasing the target source current means that the overall temperature of the target material will increase, the number of droplets generated will increase, and the size of the droplets will also increase. These droplets greatly reduce the coating's strength. Various properties. Generally speaking, the target source current should be smaller when used for decorative coatings, while the target source current can be slightly larger when coating tools.
The microhardness of the coating during deposition time of the
multi-arc ion coating machine increases first and then decreases as the deposition time increases. When coating is performed under specific deposition parameters, stress occurs during the growth of the coating and stress accumulation occurs. When the stress is large enough, it will hinder the film formation of subsequent materials, so the coating thickness increases nonlinearly. As the deposition time increases, the coating thickness gradually increases, and the microhardness also gradually increases. However, when the deposition time is too long, the growth stress will hinder the arrival of subsequent films, causing the deposition rate to decrease and the stress between grains in the coating to increase. When measuring the hardness, the indenter presses into the coating. The coating will crack and peel off due to local stress. The indenter hits the softer substrate, so the measured hardness value decreases. As the deposition time increases, the coating/substrate bonding force also shows a trend of first increasing and then decreasing, but the impact of deposition time on the bonding force is lower than the effect on the microhardness.